
Plastic Moulding, Polymerisation, Classification of Plastics, Thermosetting Plastics, Thermoplastics, Plastics Additives, Purpose of Additives, Processing of Plastics, Plastic Processing Stages, Plastics Processing Methods, Compression Moulding, Transfer Moulding, Injection Moulding, Extrusion, Calendaring, Vaccum Forming, Blow Moulding, Rotational Moulding

Introduction:
A plastic is defined as any non metallic materials that
can be moulded to any commercial shape, when subjected to heat or pressure or
both. The most common definition for plastic is that they are
natural or synthetic resins, or their compounds, which can be moulded,
extruded, casted or used as films or coatings. Most of the plastics are of organic compounds composed of
hydrogen, oxygen, carbon and nitrogen. Technically, these organic compounds are called polymers. Polymers are large molecules made up of many smaller
molecules. 'Poly' means many and 'mer' means units.

These smaller units are called monomers [mono = one, mer =
unit] and are joined together through polymerisation to form polymers. A polymer contains hundreds of thousands of monomers.
Polymerisation:
Polymerisation, which means the linking of monomers to form polymers
results from two kinds of chemical reaction called condensation and addition.
Small molecules are called monomers which join together to form large molecules
consisting of repeating units. There are two types of polymers;
• Addition polymers
• Condensation polymers.
Plastic Products:













Classification of Plastics:
Plastic can be classified as shown below;

• Polymers fall into two distinct groups, thermosetting
plastics and thermoplastics.
• Thermosetting polymers are converted into their final form
by heat and once set cannot be softened by further heating.
• Thermoplastics however are softened and become fused or
'plastic' by moderate heating and then harden again on cooling.
• This process can be repeated many times without radically
altering the thermoplastic properties.
• In a monomer, atoms are joined by double bonds and these
must be broken and new bonds are created between adjacent atoms to form the
long chain molecules of a polymer through polymerisation.
Thermosetting Plastics:
Vinyl esters:
• Rigid
• Translucent
• Good corrosion resistance
• Low viscosity

Polythene:
• Hard
• Brittle
• Opaque
• Good electrical resistance
• Good heat resistance
• Resistant to deformation under load

Epoxies:
• Rigid
• Clear
• Very tough
• Chemical resistant
• Good adhesion properties

Phenolics:
• Hard
• Brittle
• Opaque
• Good electrical resistance
• Good heat resistance
• Resistant to deformation under load

Melamine:
• Hard
• Opaque
• Tough
• Scratch resistant
• Self extinguishing
• Resistant to detergents and dry cleaning solvents

Acrylics:
• Hard
• Transparent
• Abrasion resistant
• Good electrical insulation
• Good chemical properties
• Good mechanical properties

Alkyds:
• Rigid
• Tough
• Heat resistant
• Good long term dimensional stability
• Good color stability

Thermoplastics:
Nylons [Polyamides]:
• Semi-crystalline
• Very tough
• Have good thermal and chemical resistance
![Nylons [Polyamides]](https://blogger.googleusercontent.com/img/b/R29vZ2xl/AVvXsEjpYnkCGw7CARQ8X61lA79EqIHwsqBeRU6RxtPVakw-L8yAR-tfIwxnzhanC8hplCzkMQYYtzeZhiwFe_aRN309jiLgP1i5n2sf1W5GnzKqqsFPX3t6ODZ_i3V6tzXJ-mF3oR4BdXSj-tAi/s1600/nylon+ropes.webp "Nylons [Polyamides]")
Polyvinylchloride [PVC]:
• Can be clear or colored
• Can be rigid or flexible
![Polyvinylchloride [PVC]](https://blogger.googleusercontent.com/img/b/R29vZ2xl/AVvXsEjLT0K_eJlDH_qtxRNp_hnZ8gbzxmJ57ToK-rgA5aBPEM8RfP4YE9gFRSKL5bhcBWzZwpaFJ-c4LNgDZFAq9ieC67TZ1x8v_1oOr3Fy2HRxAjbz0NX7I96jyEB8gHIRCW8fkMnu62DnSm1C/s1600/pvc+pipes+%2526+fittings.webp "Polyvinylchloride [PVC]")
Ethylene vinyl acetate:
• Flexible
• Transparent
• Good chemical resistance
• High friction co-efficient
• Good low temperature flexibility

Acrylonitrile Butadiene Styrene [ABS]:
• Rigid
• Opaque
• Glassy
• Tough
• Good dimensional stability
• Easily electroplated
![Acrylonitrile Butadiene Styrene [ABS]](https://blogger.googleusercontent.com/img/b/R29vZ2xl/AVvXsEie4BfA_C6AgUcFYGbYk5Ee333LrhX9hnRgVcYj4GEcVnJSGaRIfR_z57hvAFiE-LCIlFId7BHDqXO2FricYPHe2tyoPhpJIC-ehezEYdBSKlJF0mXKcERjjP8ezRNRVa7mPWQpXrtZF-ZP/s1600/abs+containers.webp "Acrylonitrile Butadiene Styrene [ABS]")
Polyacetals:
• Rigid
• Translucent
• Tough
• Spring like qualities

Plastics Additives
Purpose of Additives:
• To make plastics easier to process.
• To make plastics look good.
• To make plastics safe and sound.
• To make plastics clean and healthy.
• To make plastics work longer.
Additives makes plastics for easy processing:
• Process aids - Improves physical and chemical properties.
• Lubricants - Reduces viscosity between mould and plastic
melt.
• Anti-oxidants - Prevents spoil the color, weaken at higher
temperatures.
• Heat stabilizers - Stops decomposing during processing.
Additives makes plastics look good:
• Pigments - Makes plastics to look more attractive,
increase safety factor.
Additives make plastics clean and healthy:
• Piasticizers and non toxic stabilizer - Makes plastic good
looking, cling-film, non- toxic.
• Anti-static agent - Do not attract dust and dirt.
Additives make plastics work together:
• Non fading pigments - Helps plastics to hold color for
many years.
• Light stabilizers, UV absorbers, anti-oxidants - Ensures
constant high performance.
Processing of Plastics
Plastic Processing Stages:
Generally the plastics are processed in three stages. They
are;
• Heating
• Shaping and
• Cooling
Plastics process selection - factors:
Following factors should be consider for processing the
plastics;
• Quantity and production rate
• Form and details of the products
• Size of final product
• Dimensional accuracy and surface finish
• Nature of materials.
Plastics Processing Methods:
• Moulding processes
» Compression moulding
» Injection moulding
» Transfer moulding
• Extrusion
• Casting
• Calendering
• Fabrication methods
» Sheet forming
» Blow moulding
» Lamination
» Reinforcing
Compression Moulding:
The moulding process can be carried out with either
thermosets or thermoplastics. Compression moulding was specifically developed
for replacement of metal components with composite parts. In this process, a
pre-measured quantity of plastic in the form of charge or briquettes is placed
in to bottom half of a heated mould. Hydraulic presses are usually employed to
provide the pressure for compressing the plastic compound. The upper half mould
is moved to increase the pressure, charge flows towards mould shape which also
forces out the air. The mould halves are opened to remove the part from the die
cavity. Higher mould pressure leads to defects like cavity and lower mould
pressure causes porosity. The object of compression moulding is to bring the
plastic to virtually molten state. The process is an effective forming
technique from the liquid state, the material is held in the mould until the
curing stage is over and polymerization is complete.
Advantages of Compression Moulding:
• Curing time is low [approximately 1-6 minutes].
• High volume production can be achieved.
• High quality finishing.
Disadvantages of Compression Moulding:
• High initial capital investment.
• Labor intensive.
• Maintenance cost is high.
• Secondary operations are sometimes required.
Applications of Compression Moulding:






Transfer Moulding:
Transfer moulding, is a modification of compression
moulding. Thermosetting charge is loaded into a transfer pot, where it is
heated. This charge is allowed to flow into an orifice [spruce] mould by
applying pressure where curing takes place. This action is done by a punch as
the mould closes. The material to be moulded is often pre-heated by
radio-frequency methods and, where it is desired to improve toughness and
strength, reinforcing fillers may be used.



Scrap is produced during the operation in the base of
transfer arm called cull. Transfer moulding is capable of moulding part shapes
that are more intricate than compression moulding.
Advantages of Transfer Moulding:
• It has shorter production cycles.
• Ideal for high production runs.
• Uses closed mould.
• More dense parts can be produced.
• Small tolerances can be achieved.
• Large intricate parts can be produced.
Disadvantages of Transfer Moulding:
• Fixed cost of tooling is greater.
• Expensive process.
Applications of Transfer Moulding:




Injection Moulding:
Injection moulding is one of the most common processing
methods for thermosetting plastics. It includes three steps;
• Melting of the polymer
• Injection of polymer into a closed mould
• Ejection.
The above steps can be achieved by two types of injection
moulding machines;
• Screw machine
• Plunger machine.
Screw Machine:
At first the plastic granules are loaded into the hopper.
The screw rotates, draws new material from the hopper and feeds it to the front
of the screw. Plasticizing occurs due to heater bands while material is screwed
forward towards the nozzle. The mould closes, and the screw moves along the
barrel acting as a plunger and injects molten plastic into the mould. The screw
remains forward, maintaining pressure, until the material cools and sets in the
cavity entry region.


The resulting back pressure forces the screw back until a
limit switch is triggered when the shot volume is reached. When the moulding
has set, the mould opens or may be splitted and eject the component using
ejector pins. To prevent freezing of material in the nozzle by heat transfer to
the mould, the nozzle is withdrawn during screw back. For a shot it may take 8
seconds to 6 minutes. The mould then closes and the cycle repeats.
Plunger Machine:
Actually screw moulding machine is developed from the
plunger moulding machine. The major difference between these two machines are
action in the injection of molten plastic. After plastic granule feed into the
hopper the injection of molten plastic into the mould is done by movement of
plunger. All other steps are similar to screw moulding machine. Here the
plasticisation time is low when compared with screw type machine.

Applications of Injection Moulding:






Extrusion:
Extrusion is the base of all shaping process. It is widely
used for thermoplastic and eiastomers. This process is similar to injection
moulding. The work happens in three phases;
• Feed section
• Compression section
• Metering section.


Feed section:
Plastic granules are loaded in the hopper at one end. This
plastic granules move forward due the action of rotating screw. The screw runs
by an external motor which is connected through shaft.
Compression section:
The barrel contains heater bands which melts the feeded
plastic. Rise in volume increases the compression of the material.
Metering section:
The material is forced to flow through a die orifice to
provide long, continuous product. Product shape is determined by the shape of
the die orifice. Before that the material passes the breaker plate and expels
out through the die. Then the plastic is called extrudate which then cooled and
machined.

Advantages of Extrusion:
• Intricate shapes can be produced.
• High output rate is possible.
• Surface finish is good.
Calendaring:
Calendaring is the process of making film and sheet of
materials by rolling the plastics between multiple rollers. This process can be
used only for thermo plastics and not for thermosetting plastics. In this
process, the plastic compound [composed of resin, filler, plasticizer and
colour pigment] is passed between a series of heated rollers as shown in figure
below.

In calendaring, the plastic compound is squeezed into the
form of thin sheet of uniform thickness. Thickness is controlled by a
combination of squeezing and altering the speed of the finishing rolls. The
finished product is cooled by passing through water-cooled rolls. Vinyl floor
tile, cellulose acetate sheeting and films are some of the applications of
calendaring.
Vaccum Forming:
It is one of the oldest method of thermo-forming. Negative
pressure is used to draw a pre-heated plastic sheet into a mould cavity and
then it forms desired shape. This type of forming is also called as negative
thermo-forming. The holes for drawing the vaccum in the mold may be less than 1
mm so their effect on the plastic surface is minor.

Advantages of Vaccum Forming:
• Low equipment cost.
• Low processing cost.
Disadvantages of Vaccum Forming:
• Not suitable for making parts with holes.
Applications of Vaccum Forming:
• Refrigerator door liners.
• Model car bodies.
• Speaker casings.
• Car dash boards.
• Boat hulls.
• Trays, etc.
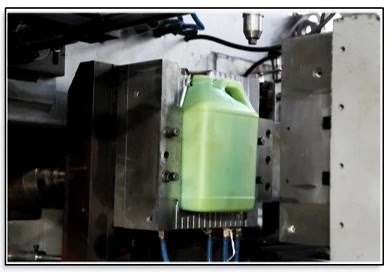
Blow Moulding:
Blow moulding and rotational moulding are used to make
hollow, seamless parts out of thermoplastic polymers. Rotational moulding can
also be used for thermosets. From small plastic bottles to large storage drums.
Blow moulding are used to make small parts of hulk production and rotational
moulding favours large hollow shape.
Basic Process:
A thermoplastic resin is heated to a molten state. It is
then extruded through a die head to form a hollow tube called a parison. The
parison is dropped between two mold halves, which close around it. The parison
is inflated by pressurized air. The plastic solidifies as it is cooled inside
the mould. The mould opens and the finished component is removed. It is
classified into three types depending upon the production of plastic bottles,
jugs and jars;
• Extrusion blow moulding
• Injection blow moulding
• Stretch blow moulding.


Extrusion Blow Moulding:
Extrusion blow moulding is the simplest type of blow
moulding. This process is used for high production rate of plastic bottles.

A hot tube of plastic material is dropped from an extruder
[parison] and captured in the mould. The moulds are closed and the air is
injected from the bottom ofthe container, just as like blowing up a balloon.
When the hot plastic material is blown up and touches the walls of the water
cooled mold the material "freezes" and the container now maintains
its rigid shape. Extrusion blow moulds are generally much less expensive.
Injection Blow Moulding:
It is a combination of injection moulding and blow moulding.
Injection blow moulding, the hot plastic material is first injected into a
cavity where it encircles the blow rod. The parison sent to next station on the
machine, where it is inflated and conforms on the inner surface mould. This
process has less production rate and hence less widely used in industries.
Injection blow moulding is generally suitable for smaller containers.

Stretch Blow Moulding:
Stretch blow moulding is a modification of blow moulding.
The blowing rod extends downward into the injection moulded parison. Stretching
the soft plastic and applying stress to the polymer done favourably than any
other blow moulding process. The product structure is more rigid, with higher
transparency and better impact resistance. PolyEthylene Terepthalate [PET] with
low permeability can be strengthened by the stretch blow moulding process. The
combination of properties makes it ideal as a container for carbonated
beverages.

Various Blow Moulding Dies:









Blow Moulded Products:









Rotational Moulding:
Rotational moulding is a unique moulding process. It also
called as rotomoulding or rotational casting. The heating, shaping, and cooling
of the plastic takes place inside the mould itself sequentially, without
application of pressure. Channels for cooling water are not required, hence
moulds and tooling costs are lower than those of other processing methods.
Different articles and colors may be moulded on the same machine and in the
same cycle. Mould changes are done fastly when several short production runs
are required. Large hollow products are conveniently made by rotomoulding.
Rotomoulded parts are comparatively stress-free. Corner sections are thicker
than with other processes, which increases strength.

Rotational Moulding Process:
In most rotomoulding operations the moulds or cavities are
filled with a certain amount of powder or liquid [charging the moulds]. The
mould halves are pressed together by bolts or clamps, placed on an oven
[depends on its type], and rotated. During heating the resin melts, fuses, and
densifies into the shape of the mould. The moulds are then cooled by air. Many
rotomoulded parts are produced in the color of the plastic. For colored parts,
a compounded coloured resin are used. Although scrap or regrind is not produced
in large quantities, only a small percentage of regrind should be used with the
virgin resin. The particle size of the resin is extremely important lower mesh
powder is mostly used, although coarser or finer grinds may be employed. Wall
distribution is determined by the rotation ratio. The fewer rpm in a certain
ratio, the more the uniform wall thickness. Resin, moulds, and final
application must be taken into consideration to establish the most efficient
cycle.


Advantages of Rotational Moulding:
• Compared with blow moulding and thermoforming, rotational
moulding offers lower equipment and mould costs and broad design parameters.
• Very high aspect ratio components can be manufactured
easily.
• Bulk components with shallow inner and less wall thickness
can be produced by this process with ease.
Disadvantages of Rotational Moulding:
• Rotomoulding resins are priced slightly higher than most
other resins because of higher stabilizer requirements.
• Some resins may cause mild irritation.
• Appropriate procedures should be followed to prevent a
dust explosion and fire during operation.
END






{kind=link}
0 Comments